
Vademecum attrezzature captazione e separazione fumi saldatura EN ISO 15012-4:2016
ID 4156, 06.11.2017 / Documento completo allegato
Vedi NUOVO Vademecum Attrezzature captazione e separazione fumi saldatura EN ISO 21904-1:2020
Documento di raccordo tra la norma di prodotto EN ISO 15012-4:2016 "Salute e sicurezza in saldatura e nelle tecniche affini - Attrezzatura per la captazione e la separazione dei fumi di saldatura - Parte 4: Requisiti generali" e i requisiti del D.Lgs 81/2008 relativi al rischio chimico, con evidenza dei punti principali della EN ISO 15012-4 in relazione al TUS Art. da 221 a 243 Titolo IX sostanze pericolose.
La saldatura di metalli, un processo industriale diffuso in molte realtà industriali, è sicuramente tra le attività più critiche per la salute dei lavoratori addetti.
Il rischio chimico della saldatura deriva principalmente dallo sviluppo dei fumi, complesse miscele di componenti chimici inorganici ed organici, anche cancerogeni, che si libera durante la fase di riscaldamento ed eventuale fusione del pezzo da saldare.
La recente armonizzazione della norma EN ISO 15012-4:2016, (tipo B) consente a chi fabbrica attrezzature per la captazione e la separazione dei fumi di saldatura, di poter avere un riferimento in "Presunzione di Conformità" per la marcatura CE delle stesse in Direttiva macchine.
Dal lato utilizzatori, la stessa norma, insieme a quelle della Serie EN 15012-X ad altre norme tra cui la EN 689:1997, riferimenti di Enti, ecc, permette di avere uno riferimento normativo importanti per la salute e sicurezza in saldatura e nelle tecniche affini, e per la gestione del il rischio chimico di sostanze pericolose e agenti cancerogeni, presenti nei fumi.
La ISO 15012-4 definisce i requisiti generali che sono necessari all'attrezzatura di ventilazione per mantenere a livelli accettabili l'esposizione ai fumi.
Il metodo di controllo più efficace, consiste nella captazione dei fumi e dei gas nei pressi della loro sorgente prima che entrino nella zona respiratoria di un lavoratore o nell'ambiente del luogo di lavoro in genere.
La presente parte 4 della EN ISO 15012 è pertinente in particolare per i seguenti gruppi di interlocutori che rappresentano gli attori del mercato in relazione alla sicurezza dei macchinari:
- fabbricanti di macchine (piccole, medie e grandi aziende);
- organismi per la salute e la sicurezza (regolamentatori, organizzazioni per la prevenzione degli incidenti, sorveglianza del mercato, ecc.).
Altri possono essere interessati dal livello di sicurezza dei macchinari ottenuto con i mezzi previsti dalla presente parte della ISO 15012 dai summenzionati gruppi di interlocutori:
- utilizzatori di macchine/datori di lavoro (piccole, medie e grandi aziende);
- utilizzatori di macchine/impiegati (per esempio unioni sindacali, organizzazioni per persone con esigenze speciali);
- fornitori di servizi, per esempio per la manutenzione (piccole, medie e grandi aziende);
- consumatori (nel caso di macchinari destinati all'utilizzo da parte dei consumatori).
Il Documento raccorda in modo trasversale la norma di prodotto e i requisti del TUS, evidenziando i punti principali della norma EN ISO 15012-4:2016, in relazione al rischio chimico fumi di saldatura, con inserito parte del "Vademecum per il miglioramento della sicurezza e della salute dei lavoratori nelle attività di saldatura metalli - RL", presenti informazioni dell’Industrial Ventilation ACGIH 2007, riferimento D.Lgs. 81/2008 da Art. 221-243 e allegati pertinenti Titolo IX SOSTANZE PERICOLOSE Capo I Protezione da agenti chimici e Capo II Protezione da agenti cancerogeni e mutageni.
Excursus
A. LA NORMA EN ISO 15012-4:2016
...
EN ISO 15012-4:2016
Salute e sicurezza in saldatura e nelle tecniche affini - Attrezzatura per la captazione e la separazione dei fumi di saldatura - Parte 4: Requisiti generali
La norma definisce i requisiti generali per impianti di ventilazione utilizzati per controllare l'esposizione ai fumi generati dai processi di saldatura e affini. Si applica alla progettazione e alla realizzazione di tutte le parti delle apparecchiature compresi cappe, condotti, gruppi filtro, ventilatori, sistemi che informano della pericolosità di operazioni e pratiche sul posto di lavoro, per garantire il lavoro in sicurezza per quanto riguarda l’esposizione dei fumi.
La norma si applica a sistemi di aspirazione locale (LEV) e a impianti fissi e mobili.

Figura 1. Impianto di aspirazione localizzato fisso

Figura 2. Attrezzatura di aspirazione localizzata mobile
Non è applicabile a:
- la ventilazione generale, l'aria realizzazione o sistemi di movimentazione dell'aria;
- gli impianti di condizionamento;
- la separazione dei gas generati da o utilizzati da processi di saldatura e affini;
- i sistemi di aspirazione locale (LEV) utilizzati per la saldatura e processi che generano reazioni di particelle e atmosfere potenzialmente esplosive;
- polvere di rifinitura.
La Norma è armonizzata tipo B per la Direttiva macchine 2006/42/CE (Com. 2017/C 183/02 del 9 Giugno 2017)
..
3. TERMINI E DEFINIZIONI
3.1 attrezzatura per la separazione dei fumi di saldatura:
Attrezzatura di filtraggio dell’aria, avente lo scopo di separare dall'aria del luogo di lavoro le particelle prodotte in saldatura e nelle tecniche affini.
...
3.7 aspirazione locale; LEV:
Utilizzo dell'estrazione per rimuovere aria contaminata dalla sorgente o nei suoi pressi.
...
3.9 Dispositivo di estrazione
3.9.1 cappa di captazione:
Attrezzatura (mobile o fissa) che genera una velocità dell'aria sufficiente alla sorgente per la captazione e l'aspirazione dell'aria contaminata.
3.9.2 cappa di ricezione:
Attrezzatura passiva (mobile o fissa), generalmente posizionata su un processo caldo, dove l'aria contaminata è propulsa al suo interno dal movimento dell'aria indotto dal processo.
...
4. PERICOLI SIGNIFICATIVI
L'esposizione ai fumi e ai gas generati da saldatura e tecniche affini può essere nociva per la salute. Il controllo dell'esposizione solitamente può essere ottenuto utilizzando un'attrezzatura di ventilazione ma qualsiasi guasto a questa attrezzatura, quale, per esempio, una progettazione carente e l'utilizzo di parti realizzate di materiali inadeguati, può dare luogo a una ridotta efficienza di estrazione e quindi a una sovra-esposizione e a danni alla salute.
Gli effetti comuni sulla salute comprendono patologie respiratorie, ma durante la saldatura di materiali legati si può verificare, e quindi deve essere presa in considerazione, l'esposizione a sostanze cancerogene.
...
5. REQUISITI E VERIFICHE
...
5.2 Attrezzatura per la separazione dei fumi di saldatura
Tutte le parti e i materiali utilizzati nella fabbricazione dell'attrezzatura di ventilazione dei fumi di saldatura devono sopportare le condizioni (termiche, meccaniche, radiazioni UV) presenti nell'ambiente nel quale ne è previsto l'utilizzo.
La verifica deve essere eseguita mediante esame delle schede dati del fabbricante, del manuale di istruzioni, e facendo riferimento all'esperienza di lungo termine del fabbricante con i rispettivi dispositivi.
5.3 Dispositivi di estrazione
5.3.1 Generalità
Le cappe non metalliche devono essere realizzate con materiali a bassa infiammabilità. La verifica deve essere eseguita esaminando la conformità al metodo di prova al filo a incandescenza per prodotti finiti (GWEPT): 550 secondo la IEC 60695-2-12 (temperatura di prova del filo a incandescenza di 550 °C).
5.3.2 Cappe di captazione
Le cappe di captazione devono essere conformi ai requisiti della ISO 15012-2.
5.3.3 Cappe di ricezione
Deve essere impiegata una portata in volume d'aria sufficiente a rimuovere tutti i fumi ricevuti.
Nota 1
La portata in volume d'aria richiesta dipende dal flusso termico generato dal processo di saldatura dalla distanza verticale tra la sorgente dei fumi e la cappa e dalle dimensioni della cappa di ricezione.
La verifica che nessuna parte del fumo sfugga deve essere eseguita qualitativamente, mediante esame visivo, utilizzando una sorgente di fumi di saldatura. Vedere anche appendice A.
Nota 2
Un possibile metodo per l'esame visivo consiste nell'utilizzare una lampada per polvere (effetto Tyndall) nelle condizioni di saldatura corrispondenti al caso peggiore.
5.3.4 Dispositivi di chiusura (camere)
Durante la generazione dei fumi e per un periodo di svuotamento predeterminato e successivo, ci deve essere un apporto di aria attraverso tutte le aperture sufficienti a evitare qualsiasi fuga di fumi nell'ambiente esterno.
La verifica che nessuna parte del fumo sfugga deve essere eseguita qualitativamente, mediante esame visivo, con il processo di saldatura in funzione. La portata richiesta deve essere registrata. Vedere anche appendice A.
Nota 1
La portata può essere differente per le diverse combinazioni di parametri/materiali di saldatura.
Nota 2
Un possibile metodo per l'esame visivo consiste nell'utilizzare una lampada per polvere (effetto Tyndall) nelle condizioni di saldatura corrispondenti al caso peggiore.
5.4 Bracci, tubi e cappe flessibili

Figura 3. Braccio captazione flessibile
5.4.1 Movimento dei bracci flessibili
Deve essere possibile (vedere figura 4) spostare un braccio flessibile in qualsiasi direzione utilizzando una forza non maggiore di 60 N sulla maniglia della cappa:
a) con il braccio al 70% del suo intervallo massimo;
b) in un punto c, a 1 300 mm ± 100 mm sopra il livello del suolo;
c) nelle direzioni illustrate nella figura 4, su un intervallo che è il 10% dell'Intervallo massimo. Il movimento in direzione Z può seguire un arco con raggio a.
Nota 1
Se i bracci flessibili non soddisfano i requisiti, il rischio di utilizzo errato o mancato utilizzo aumenta a causa di ragioni ergonomiche.
Nota 2
La maniglia è il punto sulla cappa destinato a essere toccato per il movimento.
Il braccio deve conservare la propria posizione sull'Intero intervallo operativo dopo che la forza è stata rimossa.
La verifica che il braccio è facilmente mobile deve essere ottenuta per misurazione delle forze mentre quella della conservazione della propria posizione è eseguita mediante esame visivo
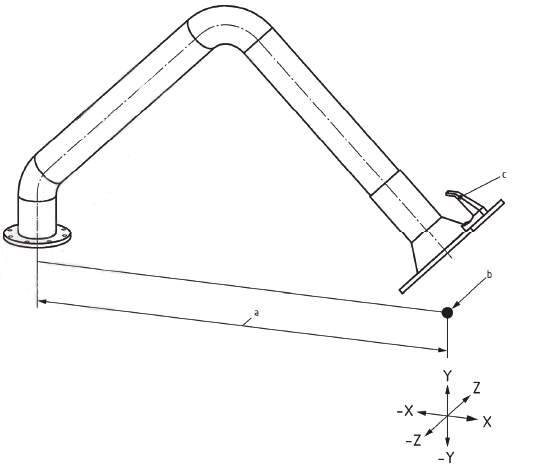
Legenda
A 70% dell'intervallo massimo
B Punto di partenza del movimento
C Punto di misurazione della forza
Figura 4. Esempio di configurazione di prova di una forza in movimento
....
5.5 Proprietà dei condotti

Figura 5. Condotti di aspirazione
I condotti devono:
a) consentire l'accesso per l'ispezione e la manutenzione (per esempio mediante botole);
b) essere dimensionati, mediante calcolo, in modo da ottenere una velocità dell'aria sufficiente a ridurre al minimo la sedimentazione; ed
c) essere realizzati di metallo o di materiali a bassa infiammabilità.
Nota 1
Solitamente, per saldatura e tecniche affini, è considerata sufficiente una velocità dell’aria nel condotto compresa tra 10 m/s e 15 m/s. La corretta progettazione aerodinamica dei condotti, delle giunzioni, dei gomiti, dei giunti, eco., contribuisce a ridurre al minimo sedimentazione, caduta di pressione e rumorosità. Si preferisce una sezione trasversale arrotondata, invece che ad angolo retto.
Efficacia della separazione
L'efficacia della separazione richiesta è determinata dall'uso previsto dell'unità. Le possibili modalità di funzionamento sono: aria di scarico (punto 5.7.2), aria ricircolata (punto 5.7.3) e una combinazione di aria ricircolata e di scarico.
Nota
In alcuni paesi, i regolamenti nazionali definiscono i requisiti di qualità per l'aria di scarico e l'aria ricircolata, mentre il ricircolo d'aria è proibito.
5.7.2 Aria di scarico (portata d'aria scaricata in atmosfera)
L'attrezzatura per la separazione che è utilizzata esclusivamente per l'aria di scarico deve avere filtri che si conformano almeno alla classe di polvere L come indicato nella IEC 60335-2-69.
5.7.3 Aria ricircolata (aria estratta che è reimmessa nel luogo di lavoro)
5.7.3.1 Attrezzatura per fumi non contenenti sostanze cancerogene, mutagene e/o tossiche per la riproduzione (CMR)
L'attrezzatura per la separazione che è utilizzata esclusivamente per i fumi non contenenti sostanze CMR deve essere di uno dei tipi seguenti.
a) Dotata di mezzi filtranti conformi almeno alla classe di polvere M indicata nella IEC 60335-2-69.
L'aria non deve essere in grado di passare oltre l'elemento filtrante come illustrato mediante esame visivo, utilizzando per esempio calcare o intonaco.
Nota
La prova può essere eseguita aspirando polvere di intonaco o di calcare nel sistema di estrazione e per esame visivo del lato aria pulita alla ricerca di tracce di intonaco o calcare.
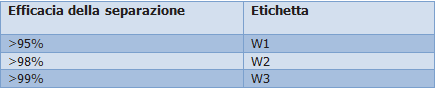
b) L'intera unità deve avere un'efficacia della separazione >95%, sottoposta a prova secondo il procedimento di prova descritta nel punto 7 della ISO 15012-1:2013.
5.7.3.2 Attrezzatura per fumi nei quali è prevista la presenza di sostanze CMR
Per l'attrezzatura per la separazione utilizzata quando si prevede la presenza di sostanze CMR (saldatura di acciai alto legati), l'efficacia della separazione deve essere conforme alla ISO 15012-1, cioè si deve avere un'efficacia della separazione dell'unità totale di almeno il 99%.
Nota
La IS015012-1 specifica un metodo per la prova dell'attrezzatura per la separazione dei fumi di saldatura generati da un processo di saldatura definito per determinare se la sua efficacia della separazione rispetta i requisiti specificati. Essa si riferisce all'intera unità di separazione e non soltanto agli elementi filtranti
...
5.12.2 Requisiti aggiuntivi per l'attrezzatura utilizzata per la separazione delle sostanze cancerogene
Le sostanze cancerogene richiedono il monitoraggio, in ciascun luogo di lavoro, della portata d'aria nel condotto di estrazione.
Nota
La portata d’aria è misurata indirettamente, solitamente misurando la pressione nel condotto.
...
7. MARCATURA
Se il requisito del punto 4 della ISO 15012-1:2013 in merito all'efficacia della separazione è rispettato, il fabbricante può etichettare l'attrezzatura come W3, come illustrato nell'appendice A della ISO 15012-1 (Figura 6 e 7)

Figura 6. Filtro W3
Se l'attrezzatura per la separazione dei fumi di saldatura è utilizzabile per la separazione delle sostanze cancerogene, essa deve essere etichettata W3 secondo la ISO 15012-1.
..
“EN ISO 15012-1:2013
4. Requisito
Quando sottoposta a prova in conformità al procedimento descritto nel punto 7 della EN ISO 15012-1, l'attrezzatura per la separazione dei fumi di saldatura deve avere un limite inferiore di confidenza 99% per l'efficacia della separazione.”
Se il requisito del punto 4 è rispettato, il fabbricante può etichettare l'attrezzatura W3 come mostrato nell'appendice A della EN 15012-1:2013 (figura 7).
Nota
Nella ISO 15012-1:2004, l'attrezzatura con un'efficacia della separazione >95% è stata etichettata W1 e l'attrezzatura con un'efficacia della separazione >98% è stata etichettata W2.
Appendice A - Etichetta per attrezzatura per la separazione dei fumi di saldatura
Etichetta per attrezzatura per la separazione del fumi di saldatura (Figura 7)
Legenda
1 RAL 5005 (blu) (contorno)
2 RAL 9003 (bianco) (interno)
3 RAL 9004 (nero) (scritte)
a 50 mm o 100 mm
ɳ Rendimento di separazione massico:
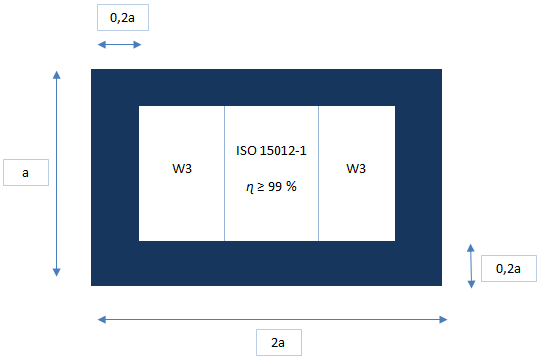
Figura 7. Attrezzatura W3
Nota
La marcatura con W3 è facoltativa.
...
B. VADEMECUM ATTIVITÀ DI SALDATURA METALLI
Le attività di saldatura sono presenti in quasi tutte le realtà metalmeccaniche (industriali ed artigianali), con tecnologie variegate ed esigenze di produzione molto diversificate. Il presente documento è limitato alla saldatura di metalli ed è particolarmente attento alla saldatura di acciaio inox al cromo, per le forti implicazioni sul piano della salute e la sempre maggiore diffusione.
Materiali
L’attività di saldatura metalli è un processo industriale che porta ad unire due parti metalliche (materiale base), con l’ausilio di un sistema di riscaldo e fusione locale di materiale.
A volte è possibile aggiungere ai pezzi da unire altro materiale di composizione opportuna (materiale di apporto), oltre che utilizzare l’ausilio di pressione statica, martellamento o altre azioni meccaniche.
Principali tecnologie
La realtà produttiva delle attività di saldatura dei materiali metallici prevede un ciclo tecnologico semplice, con ambienti di lavoro impostati su un modello comune, ma che appaiono molteplici e diversificati nelle singole realtà produttive anche in funzione della tecnologia impiegata.
In particolare si distinguono le seguenti categorie di saldatura di metalli:
...
Gestione del rischio da agenti chimici pericolosi
...
Contenuti minimi del Documento di Valutazione del rischio da agenti chimici di cui all'art.223 del D.Lgs 81/2008.
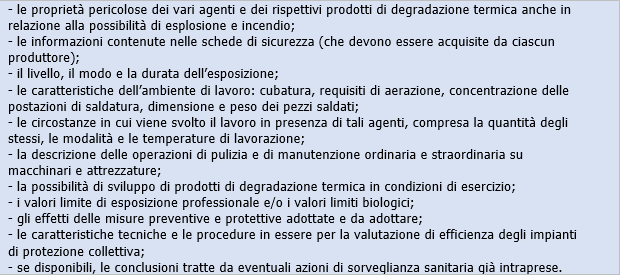
Benché il D.Lgs. 81/08, nelle more dei Decreti previsti all’art. 232 c. 2 e c. 3, stabilisca che la responsabilità della valutazione di rischio IRRILEVANTE sia a carico del Datore di Lavoro, considerando la specificità del comparto, si ritiene che il giudizio di rischio IRRILEVANTE non possa essere assunto in presenza di una delle seguenti condizioni:

...
Le misurazioni
Qualora le conclusioni della valutazione portino ad un giudizio conclusivo di rischio non irrilevante per la salute, deve essere affrontata la problematica delle misurazioni (art. 225 D.Lgs 81/2008).
Al di là dei requisiti intrinseci delle modalità di campionamento e analisi risulta necessario premettere alcune considerazioni derivanti dall’analisi della peculiarità del comparto.
In particolare nelle piccole aziende che esercitano attività di saldatura conto terzi si è constatata una notevole variabilità, almeno infrasettimanale se non giornaliera, dei materiali utilizzati: in tali condizioni la scelta delle sostanze da campionare e del momento di campionamento riveste un’importanza determinante potendo condurre a risultati non rappresentativi delle reali condizioni espositive. Inoltre, le metodiche di campionamento ed analisi devono necessariamente possedere requisiti di sufficiente sensibilità.
L’art. 225 del D.Lgs 81/2008 prevede la possibilità di omettere l’effettuazione delle misurazioni quando “si possa dimostrare con altri mezzi in conseguimento di un adeguato livello di prevenzione e di protezione”.
Indicativamente, oltre al ben noto “ciclo chiuso”, si ritiene che un adeguato livello di prevenzione e protezione possa essere ragionevolmente raggiunto, per esempio, in presenza di:
- impianto di aspirazione localizzata asservito a tutte le postazioni con le caratteristiche di cui ai punti seguenti;
- manutenzione programmata, verifica periodica dell’efficienza dell’impianto con misurazioni della velocità di cattura ai singoli punti di captazione.
"2. Salvo che possa dimostrare con altri mezzi il conseguimento di un adeguato livello di prevenzione e di protezione, il datore di lavoro, periodicamente ed ogni qualvolta sono modificate le condizioni che possono influire sull'esposizione, provvede ad effettuare la misurazione degli agenti che possono presentare un rischio per la salute, con metodiche standardizzate di cui è riportato un elenco meramente indicativo nell'allegato XLI o in loro assenza, con metodiche appropriate e con particolare riferimento ai valori limite di esposizione professionale e per periodi rappresentativi dell'esposizione in termini spazio temporali."
....
Misure tecniche di prevenzione del rischio chimico e cancerogeno
Nel rispetto di quanto previsto dal D.Lgs. 81/08 i principi di prevenzione cui deve attenersi il datore di lavoro nella programmazione degli interventi di miglioramento sono quelli di prevenzione primaria ovvero:
- la sostituzione, quando possibile, di una sostanza o preparato con uno a minore tossicità.
- minimizzare la formazione dei fumi che si possono originare durante le lavorazioni.
I seguenti accorgimenti pratici ed organizzativi (misure collettive) possono essere un ottimo sistema di prevenzione del rischio legato ad agenti chimici:

...
Impianti di aspirazione localizzata
I flussi di inquinanti emessi durante le fasi di lavoro a caldo sono aspirati attraverso terminali di captazione definiti cappe, per essere successivamente allontanati e convogliati in impianti di abbattimento, nel rispetto delle vigenti normative in materia di tutela ambientale.
I terminali di captazione si possono distinguere in cappe chiuse, riceventi e catturanti:
- Cappe chiuse: sono costituite da un sistema che circonda la sorgente e non sono utilizzabili per sistemi dove è necessario l'intervento del personale. Questo tipo di cappa rappresenta il sistema più efficace e da preferirsi, poiché più si riesce ad avvolgere la sorgente inquinante, minore sarà la portata necessaria.
- Cappe riceventi: sono realizzate in maniera da catturare gli agenti inquinanti interponendosi sul “cammino” della massa fluida inquinante. Il principio di funzionamento si basa sulla spontanea cattura di elementi contaminati rilasciati da un particolare processo come ad esempio un processo a “caldo” durante il quale i vapori o fumi prodotti da una sorgente calda tendono a salire con moti convettivi
verso la cappa o un processo in cui le particelle di dimensioni medio-grande vengono rilasciate con una velocità sufficiente da raggiungere la cappa stessa.
- Cappe catturanti: l’effluente è aspirato verso la cappa per mezzo di un flusso d’aria direzionale, che realizza l’opportuna velocità di cattura alla distanza voluta. La cappa deve essere posizionata relativamente vicino alla fonte inquinante per contenere i costi di esercizio, in quanto i volumi di aria necessari a garantire la velocità di cattura crescono notevolmente. Tale sistema è applicabile a processi dove si rende necessario l’intervento dell’operatore. Le cappe catturanti possono essere distinte in superiori, laterali e inferiori.
Per il controllo delle concentrazioni di inquinanti prodotti negli ambienti industriali è necessaria una corretta progettazione dei sistemi di aspirazione: di fondamentale importanza sono la scelta dell’organo di captazione e la determinazione della portata di aspirazione necessaria per ottenere adeguate velocità di cattura là dove servono.
Allo scopo la progettazione deve essere affidata a persone di specifica competenza in campo impiantistico e d’igiene industriale, in grado di effettuare i necessari calcoli previsionali o di applicare correttamente criteri largamente sperimentati e pubblicati in numerose pubblicazioni tecniche.
Requisiti minimi degli impianti di aspirazione localizzata (rif.:Industrial Ventilation ACGIH 2007 26th Edition e altre pubblicazioni):
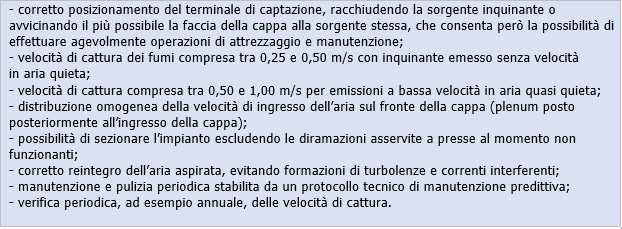
...
C. Normativa
D.Lgs. 81/2008 (da Art. 221 a 243) Titolo IX sostanze pericolose
Capo I Protezione da agenti chimici
Art. 221. Campo di applicazione
1. Il presente capo determina i requisiti minimi per la protezione dei lavoratori contro i rischi per la salute e la sicurezza che derivano, o possono derivare, dagli effetti di agenti chimici presenti sul luogo di lavoro o come risultato di ogni attività lavorativa che comporti la presenza di agenti chimici.
2. I requisiti individuati dal presente capo si applicano a tutti gli agenti chimici pericolosi che sono presenti sul luogo di lavoro, fatte salve le disposizioni relative agli agenti chimici per i quali valgono provvedimenti di protezione radiologica regolamentati dal decreto legislativo del 17 marzo 1995, n. 230, e successive modificazioni.
3. Le disposizioni del presente capo si applicano altresì al trasporto di agenti chimici pericolosi, fatte salve le disposizioni specifiche contenute nei decreti ministeriali 4 settembre 1996, 15 maggio 1997, 28 settembre 1999 e nel decreto legislativo 13 gennaio 1999, n. 41, nelle disposizioni del codice IMDG del codice IBC e nel codice IGC, quali definite dall'articolo 2 della direttiva 93/75/CEE, del Consiglio, del 13 settembre 1993, nelle disposizioni dell'accordo europeo relativo al trasporto internazionale di merci pericolose per vie navigabili interne (ADN) e del regolamento per il trasporto delle sostanze pericolose sul Reno (ADNR), quali incorporate nella normativa comunitaria e nelle istruzioni tecniche per il trasporto sicuro di merci pericolose emanate alla data del 25 maggio 1998.
4. Le disposizioni del presente capo non si applicano alle attività comportanti esposizione ad amianto che restano disciplinate dalle norme contenute al capo III del presente titolo.
segue
Fonti:
UNI EN ISO 15012-4:2016
Salute e sicurezza in saldatura e nelle tecniche affini - Attrezzatura per la captazione e la separazione dei fumi di saldatura - Parte 4: Requisiti generali
http://store.uni.com/magento-1.4.0.1/index.php/uni-en-iso-15012-4-2016.html
EN ISO 15012-1:2013
Salute e sicurezza in saldatura e nelle tecniche affini - Attrezzatura per la captazione e la separazione dei fumi di saldatura - Parte 1: Requisiti per le prove e la marcatura dell'efficacia della separazione
http://store.uni.com/magento-1.4.0.1/index.php/uni-en-iso-15012-1-2013.html
EN ISO 15012-2:2008
Salute e sicurezza in saldatura e nelle tecniche affini - Requisiti, prove e marcatura delle attrezzature per il filtraggio dell'aria - Parte 2: Determinazione della minima portata in volume d'aria necessaria per le bocche di captazione
http://store.uni.com/magento-1.4.0.1/index.php/uni-en-iso-15012-2-2008.html
ISO/DIS 15012-3 (delete)
Health and safety in welding and allied processes - Requirements, testing and marking of equipment for air filtration - Part 3: Determination of the capture efficiency of on-torch welding fume extraction devices
EN 689:1997
Atmosfera nell'ambiente di lavoro - Guida alla valutazione dell'esposizione per inalazione a composti chimici ai fini del confronto con i valori limite e strategia di misurazione.
https://www.certifico.com/sicurezza-lavoro/documenti-sicurezza/67-documenti-riservati-sicurezza/2765-focus-en-689-valutazione-del-rischio-chimico
Industrial Ventilation ACGIH 2007
Vademecum per il miglioramento della sicurezza e della salute dei lavoratori nelle attività di saldatura metalli
REGIONE LOMBARDIA - SANITÀ
https://www.certifico.com/sicurezza-lavoro/sicurezza-documenti/documenti-asl/434-vademecum-attivita-di-saldatura-regione-lombardia
Olympus
Università degli Studi di Urbino Carlo Bo
Pag. 41
Certifico Srl - IT Rev. 00 2017
Maggiori Info e acquisto Documento
Documento compreso nel Servizio di Abbonamento Tema Sicurezza lavoro
Collegati
Allegati
|
Descrizione |
Lingua |
Dimensioni |
Downloads |
 |
Abbonati Sicurezza Lavoro
|
IT |
1032 kB |
1011 |






















